
挤压螺母的治具辅助安装效果
一、螺母安装的位置偏移情况
为了更直观地判断治具辅助安装方案的螺母位置偏移状况,可以通过对试板的螺母安装位置设置一些图形线路来辅助判断观察。这里设计了0.2mm的绝缘环以观察螺母安装后的偏移状况能否控制在0.2mm内,当螺母遮住绝缘环宽,则表明螺母的偏移没有超过设定值,如下图9所示。

图9 绝缘环设计判定螺母偏移
从样板的螺母安装情况来看,并未出现螺母完全遮住环宽的情况,表明全部样板的螺母偏移均在0.2mm内,如下图10所示。
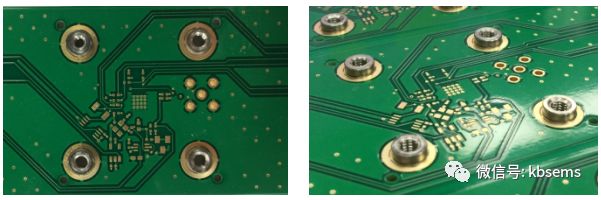
图10 样板的螺母偏移情况
二、 螺母安装的平整度
为了检验螺母的安装是否平整,这里采用游标卡尺测量螺母与PCB的总厚度,某款样板测量数值如下表2所示。

表2 螺母与PCB厚度测量对比
对于同一块板的不同螺母其平整度极差要求通常不超过0.1mm,然而由上表数据跨板统计最大值与最小值相差仅0.05mm,显然治具辅助方案能使螺母安装得到较好的平整度控制。
三、挤压螺母PCB的热可靠性
将挤压螺母PCB过回流焊处理3次,板面并无异常,再对螺母外缘附近进行切片分析,切片如下图11所示,未出现爆板状况发生。

图11 三次回流焊外观及切片效果
四、螺母拉脱力测试
对于嵌入PCB的螺母,通常要求其能承受不低于100N的拉力或推力测试,测试结果如下表3所示。
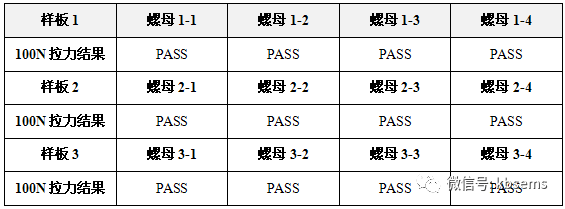
表3 100N拉力测试结果
显然治具辅助安装能使挤压螺母的安装满足不低于100N拉脱力的要求。
采用治具辅助安装挤压螺母的方式制作的挤压螺母PCB,其位置偏移可控制在0.2mm内,安装平整度不超过0.1mm,热可靠性良好,螺母拉脱力大于100N。在没有专用挤压螺母安装设备的情况下,该制作工艺依然能制作出满足常规使用要求的挤压螺母PCB,十分便于推广至有此类产品制作需求的厂商。






