
一、SMT再流焊接焊点的结构特征
表面贴装元器件通常是指片式元器件QFP、PLCC、BGA、CSP等,表面贴装所形成的焊接接合部与通孔焊接方式所形成的接合部有很大的差异。SMT的接合过程是在基板焊盘上通过印刷焊膏→贴装SMC/SMD→再流焊接而完成其接合过程。从接合强度分析,SMT所形成焊点的接合强度远不如通孔安装方式(THT)所形成的焊点强度。1.THT焊点结构对焊点强度的影响THT安装是将元器件的引脚直接插入PCB的金属化通孔(以下均简称PTH孔)中,在焊接中再用钎料将其填充,形成焊点的结构,如图1所示。

图1 THT焊点结构
沿着PTH孔的壁面,PTH和元器件之间的连接将是很牢固的。这种连接结构形成良好焊点的条件,取决于下述因素:① PTH孔与元器件之间的间隙:这一间隙值沿半径方向通常取0.15~0.30mm(见图2),此时,液态钎料就能非常好地填充其中的所有间隙;

图2 PTH孔与引脚间的间隙
② PTH孔和元器件的可焊性;③ 焊点内部发生气孔的预防。上述因素中:①是在PCB图形设计阶段就已确定,而②、③则是在生产现场需要关注的。从安装工艺性来看,通孔正好还起到了元器件引脚插入时的导向作用,可以减少安装失误。所以从确保焊接接合部的可靠性来看,THT方式更容易管理。2.SMT焊点结构对焊点强度的影响SMT接合部结构仅是通过钎料来支撑其接合强度的,如图3、图4所示。由于其焊接强度的优劣在很大程度上取决于焊膏本身的材料特性,与THT方式相比,SMT的焊点没有像PTH孔那样的支撑焊接部强度的机构。因此,对接合部的可靠性设计和可靠性评估的重点是,焊膏的材料特性(特别是疲劳特性)及接合部的形状。由于接合部的形状多种多样,因此,评估时通常采用计算机仿真来进行。

图3 SMC(SMT)焊点

图4 SMD(SMT)焊点
SMT生产线由焊膏印刷、贴片、再流焊接等工序组成,这些工序都是构成产品生产中发生质量问题的原因。因此,在生产现场加强对上述各工序及其彼此间的控制和管理,对确保产品质量有着特殊的意义。对接合部可靠性产生影响的主要因素归纳起来有下述4点:① 供给PCB焊盘的钎料量;② PCB焊盘与元器件电极部之间的间隙;③ 元器件的贴放位置对PCB焊盘之间的位置偏差;④ 焊盘和元器件的可焊性。上述这些因素都构成了生产现场工艺过程控制的要素,对这些要素控制的好与坏,直接左右焊接接合部的可靠性,这也是对SMT再流焊点进行工艺可靠性设计计算的主要出发点,特别是在无铅制程中尤其要关注的地方。强调对SMT再流焊接焊点进行工艺可靠性设计的目的,就是要从产品投产前的工艺准备阶段就对生产现场将会发生的各种不良模式进行预测,以求预先就采取必要的预防措施,将可能发生的不良现象消灭在生产开始之前,即从不让一个不良品产生的理念提高到不让产生不良品的条件存在的高度。而且工艺可靠性设计的好坏还将直接关系到生产效率的提高和产品的良品率。
二、接合部工艺可靠性设计的任务
针对表面贴装生产现场不同工序组合,可能就是产生质量问题的原因。例如,对接合部可靠性产生影响的因素有:① 焊膏印刷工序对PCB焊盘所供给的钎料量的设定;② 贴片工序中元器件对PCB焊盘的位置偏差,以及元器件电极部与PCB焊盘间的间隙;③ 再流焊接工序中温度曲线的优化。因此,在建立能确保产品生产高质量的SMT生产线时,不仅要对现场发生的所有不良加以预测,而且还要配备相应的现场纠正措施和对策。三、工艺可靠性设计的定义和内容1.工艺可靠性设计的基本概念表面组装与穿孔安装比较,不仅生产现场管理的项目多,而且复杂。在进行确保产品生产质量的SMT工艺过程控制时,不仅要对现场可能发生的不良现象加以预测,而且还应采取相应配套的纠正措施和对策。这里将能预防现场发生不良的生产要素的设计,称为“工艺可靠性设计”。工艺可靠性设计的内容可归纳为接合部可靠性设计、PCB焊盘设计、印刷钢网开口设计等3大部分内容,它们都可以利用计算机来进行,其中焊盘设计和钢网开口设计也可以用手工计算进行。工艺可靠性设计的流程如图5所示。
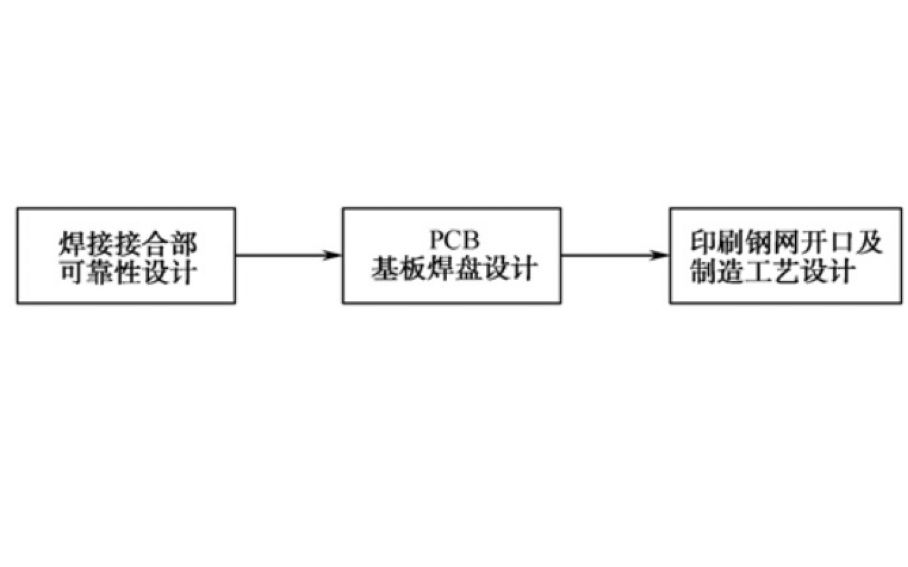
图5 工艺可靠性设计流程
2.利用计算机进行接合部可靠性设计利用计算机进行焊接接合部的可靠性设计,即从可靠性的观点出发确定焊接接合部的必要的钎料量。由于SMC/SMD再流焊接后所形成的焊点结构多种多样,远比THT方式复杂,因此,面对复杂的接合部形状,采用计算机进行接合部的可靠性设计时,首先要确定可靠性的管理项目,其设计内容和设计的顺序如图6所示。
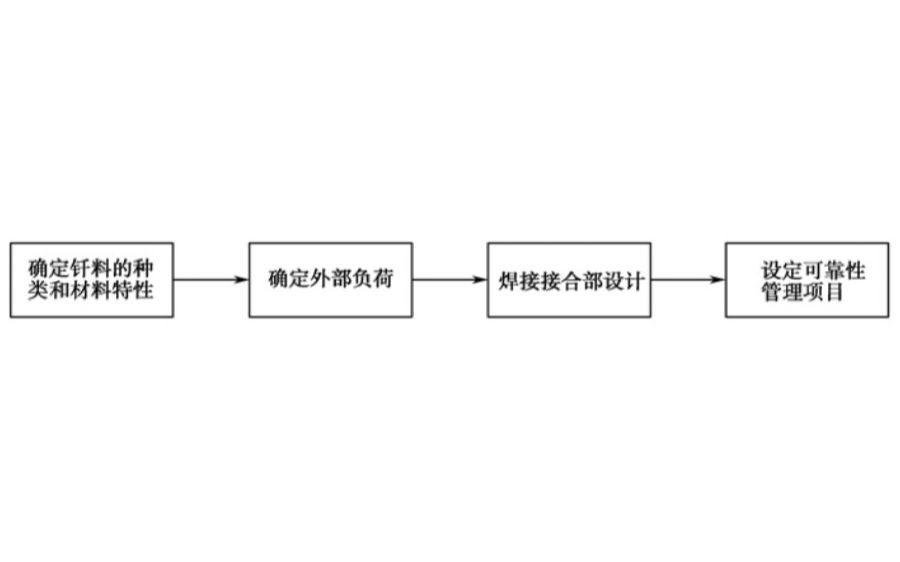
图6 工艺可靠性设计的顺序
(1)确定钎料材质。焊接接合部可靠性的主要故障模式是钎料接合部疲劳寿命导致钎料裂纹所造成的失效,因此,选择钎料时要特别关注其疲劳寿命特性。目前在有铅情况下普遍使用的钎料是Sn37Pb,无铅制程时较多使用Sn3.0Ag0.5Cu(SAC305)和高可靠性产品用的Sn3.8Ag0.7Cu(SAC387)。(2)确定外部负荷。所谓外部负荷是针对所设计的钎料接合部可能遭受的外部应力,这些外部应力往往由于受到环境机械振动和温度剧变等因素所形成。(3)焊接接合部设计。在确定了所选用的钎料的疲劳寿命特性和外部负荷后,就可通过计算机仿真模拟画出能经受住的应力或高温下接合部钎料的轮廓敷形,并以此作为标准形状,由计算机确认无误后,表明设计达到了目标。(4)设定可靠性管理项目。完成接合部设计后,就是设定现场可靠性管理项目。设定时首先应考虑现场的可能变动因素(例如,贴装元器件的位罝偏差、印刷焊膏量的误差、接合部钎料轮廓形状变化等),将这些变量输给计算机,再根据这些变量对可靠性可能造成的影响,确定对这些变量的必要的控制范围,并明确其为可靠性的管理项目。上述结果也可作为生产线上管理可靠性的检查项目,利用计算机的仿真功能,预先对生产线进行可靠性管理项目的研究。3.PCB焊盘设计焊接接合部可靠性设计完之后,就要进行焊盘的设计。进行焊盘设计时应考虑的主要因素如图7所示。
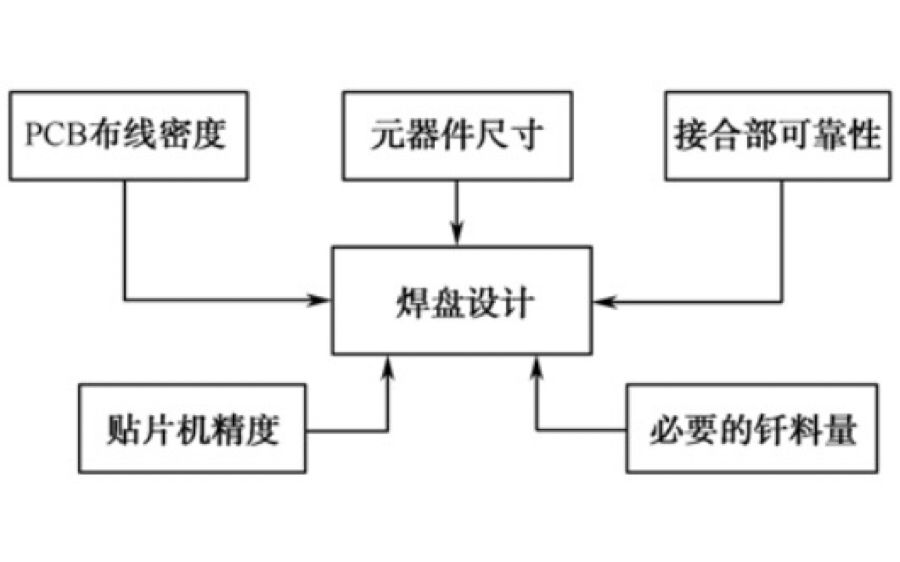
图7 焊盘设计时应考虑的主要因素
必要的钎料量是确保接合部可靠性的前提,元器件的贴装精度可防止元器件的贴装位置偏差。在不影响PCB布线间隙和安装密度的前提下,焊盘尺寸通常应尽量往大的允差靠近。对在再流焊接过程中可能出现的桥连、翘立等现象,在设计时要采取一定的预防措施。必须对各种各样不良现象的发生机理完全掌握后再制定焊区的相关尺寸。4.印刷钢网开口尺寸设计要说接合部可靠性设计是为接合部求得必要的钎料量的话,那么印刷钢网开口尺寸大小的选择,就是为已设计的焊盘区提供再流焊接中实际所需的钎料量。由钎料量决定钢网开口尺寸的具体步骤和方法方法可参照图8进行。
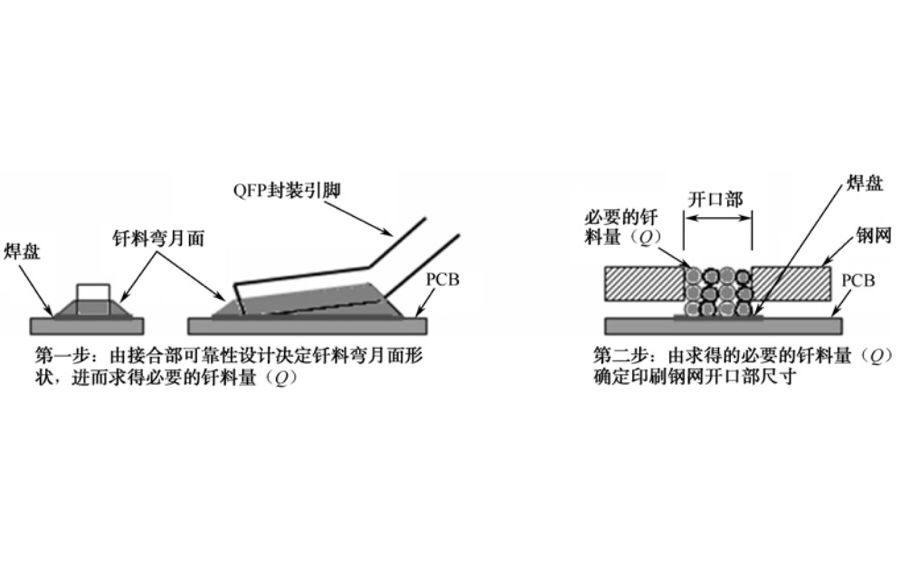
图8 印刷网板开口部设计参考方法(以QFP为例)
根据樊融融编著的现代电子装联工艺可靠性改编






